卧式搅拌机底桶座拉伸模设计与制造
首先确定卧式搅拌机工艺补充部分的参数,增加部分由3段构成:凸缘部分、圆角部分、修边余量。制件的圆角部分尺寸与凹模圆角部分尺寸相同,查表取凹模四角半径R凹=15mm,增加5mm修边余量。将工艺补充部分与制件结合后,用Pro/E2001建立实体三维图形,测得毛坯理论直径约为φ1200mm。制件相对厚度为t/D×100=1.5/1200×100=0.125。由于毛坯拉伸过程中,制件材料处于拉伸与涨形两种状态,因此毛坯尺寸应小于理论尺寸。
通过对卧式搅拌机制件相对高度的计算,得出该件可以一次拉伸成形。实际毛坯尺寸要通过试模后确定。模具外形尺寸应略大于毛坯的直径。
卧式搅拌机模具调试
模具制造完成后进行试模。对模具处于工作状态下的修整调试是本副模具最终能否生产合格制件不可缺少的步骤。试模压力机为1000t单动液压机床。由于现有压力机顶杆行程不够,在压边圏底部增加了16个顶杆座。 调试主要目的是消除毛坯拉伸过程中破裂或起皱。
卧式搅拌机导致制件起皱或破裂的主要影响因素有:
(1)压料面的光滑和贴合程度。压料面贴合均匀,毛坯凸缘拉伸时进料均匀一致,不易拉裂或起皱。
(2)毛坯直径的大小。毛坯直径过大,制作易破裂;毛坯直径过小,制件易起皱。
(3)压边力的大小。压力过大,材料进入凹模阻力大,易引起破裂;压力偏小,毛坯凸缘易起皱,制件侧边起伏不平。
(4)凹模圆角大小的影响。
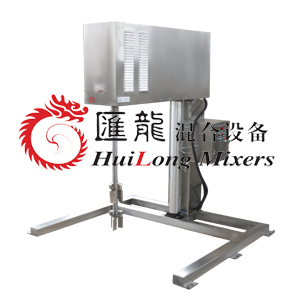
卧式搅拌机产品特点:
★ 卧式搅拌机加热干燥型采用双层U桶体设计,内壁为全不锈钢材质;
★ 卧式搅拌机采用导热油为加热介质,温度可达80-300度;热量均为,方便 控制;
★ 全不锈钢中心轴及“S”形桨叶,坚固耐用,均化效果好;
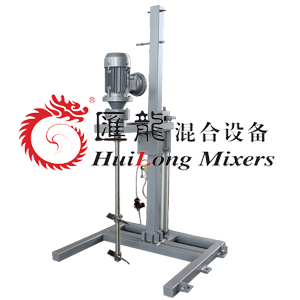
★ 选用名厂电机及减速机,出力大,性能稳定;
★ 可订购螺旋上料机配套,省去加料平台,安全快捷又方便;
★ 可按客户要求手动或气动型出料口;
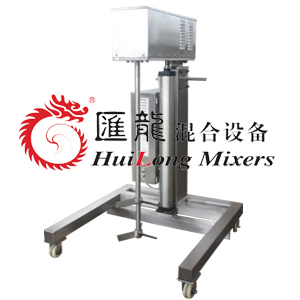
★ 干燥搅拌二合一,关闭“加热开关”即可用于物料均化用途;
★ 多重安全保护装置,确保操作者用卧式搅拌机的安全。
- 没有资料